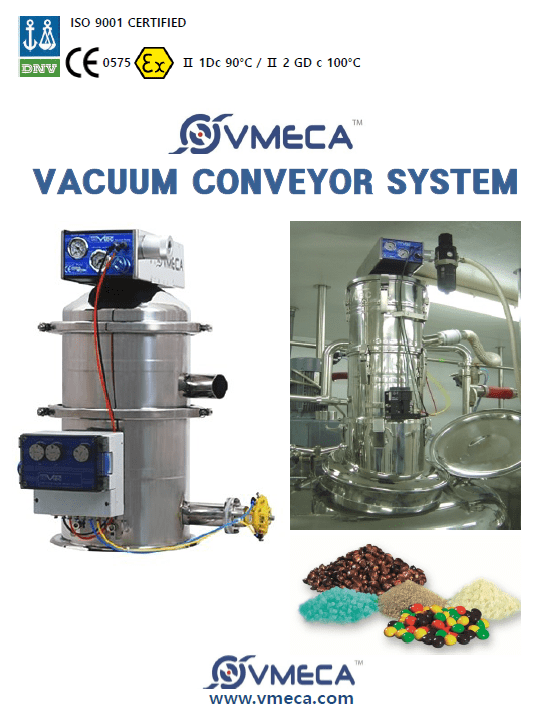
VMECA’s Vacuum Conveyors are highly efficient and durable units, transporting huge quantities of dry raw material from point A to point B. Conveying food materials, bulk powders, pharmaceuticals, chemical products and more, a Vacuum Conveyor can increase the productivity and efficiency of your business. Simmatic offer a bespoke solution designed to meet your needs.
Here’s a VMECA Vacuum Conveyor Simmatic installed in a bakery, feeding a grading mill. Dustless conveying for dry powder or granular produce.
Bakery Installation
VTC400 Vacuum Conveyor
- Maximum conveying capacity: 2.2 ton per hour
- Air consumption: 1,600 Nl/min @ 6 bar
- Noise level: 68~76 dB

VTC1200 Vacuum Conveyor
- Max conveying capacity: 8.5 ton per hour
- Air consumption: 4,920 Nl/min @ 6 bar
- Noise level: 68~76 dB

ATEX Approved
Whether you’re in the food or pharmaceuticals industry, our selection of VMECA’s Vacuum Conveyors enables you to transport food materials or chemical products in a safe, durable and efficient unit, keeping them fresh and protected. They’re also ATEX-approved for explosive environments and are made from 316 stainless steel.